Adding detailed inputs from the RHP and as per my understanding of the company and Industry:
Overview:
Sambhv Steel is a leading domestic manufacturer of steel pipes and structural tubes (hollow section) with its two manufacturing facilities based in Raipur (Chhatisgarh). It is the only company in India with a single location (in Raipur) backward integrated manufacturing facility for steel pipes and tubes. It produces narrow width HR coils in-house by implementing high-end technology, which is unheard of in the Indian market, which are then used to manufacture pipes and tubes. The company boasts itself as one of the two players (Other being Avon Ludhiana) in India manufacturing ERW steel pipes and tubes (along with hollow section pipes and tubes) using narrow-width HR coil, as of December 31, 2024 and have a market share of approximately 2.00% in domestic ERW pipe segment as of fiscal 2024 (in terms of sales volume).
The company started the production of electric resistance welded (“ERW”) black pipes and tubes (hollow section), GI pipes and steel door frames in Fiscal 2023 and Fiscal 2024, as applicable, pre-galvanized (GP) pipes, cold rolled (“CR”) coils (mild steel), GP coils, cold rolled full hard (CRFH) pipes, SS HR annealed and pickled (HRAP) coils and stainless steel (SS) cold rolled coils in Fiscal 2025.
As of March 31, 2025, the company’s work-force included 1,774 on roll employees and 1,214 contract workers.
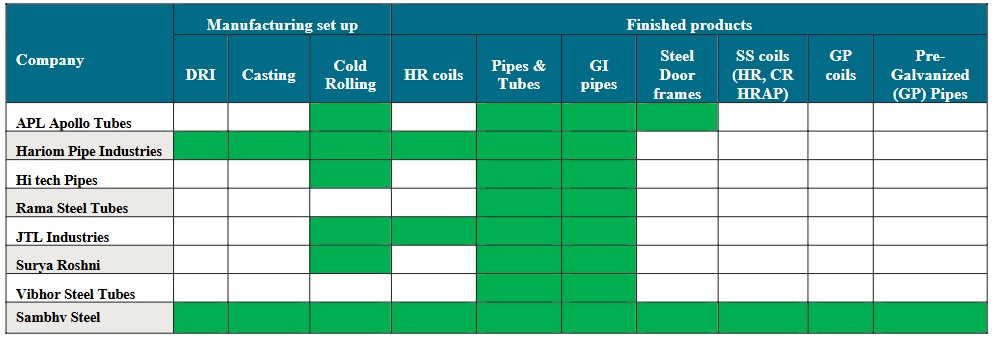
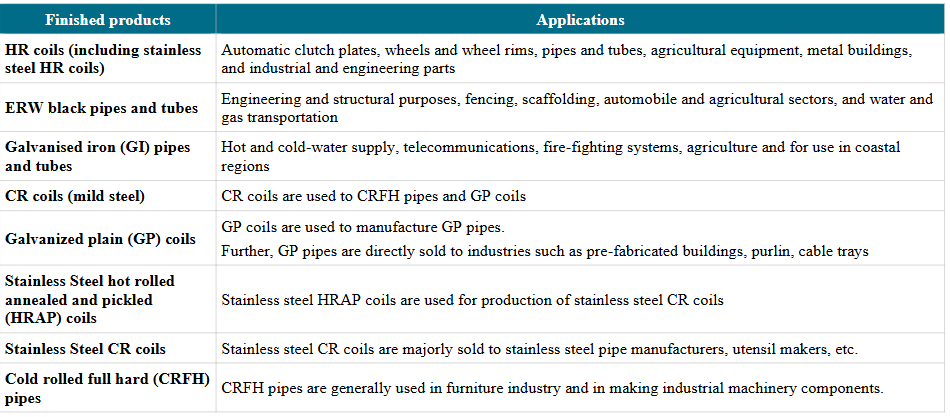
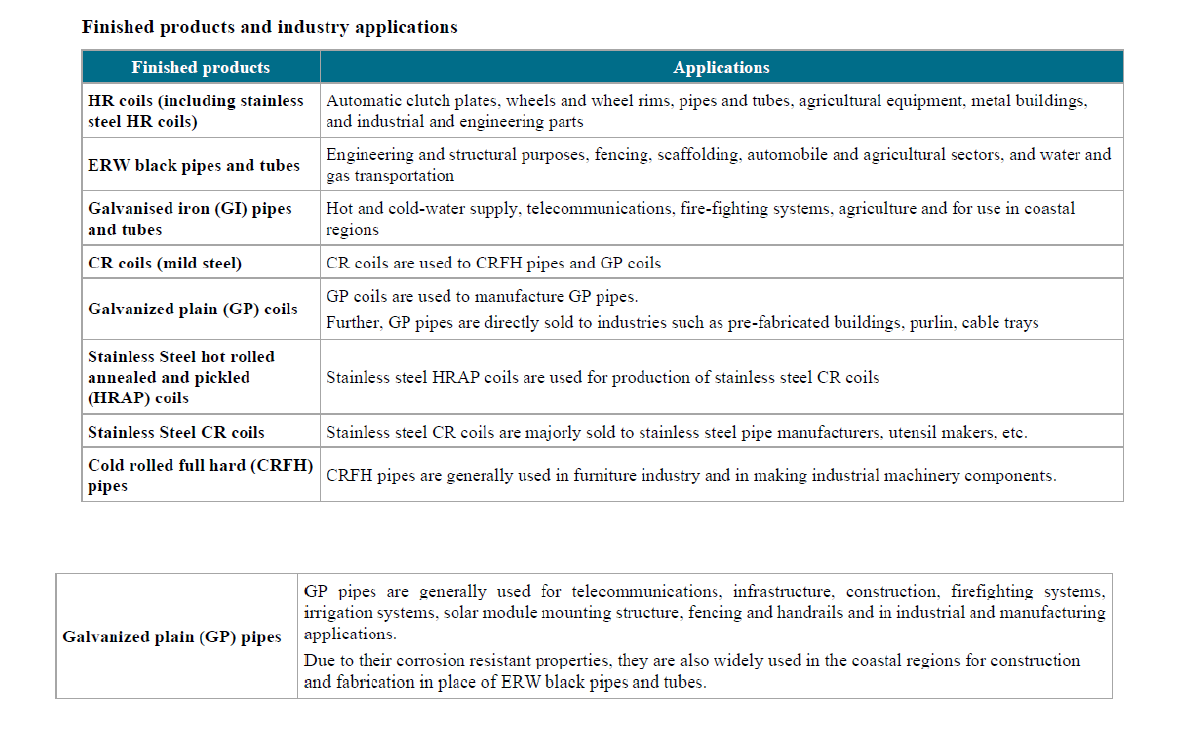
The finished products manufactured by the company include: (Not added intermediate products which are consumed captively at large). Added a detailed summary of all the products in the value chain manufactured by Sambhv later in the thread.
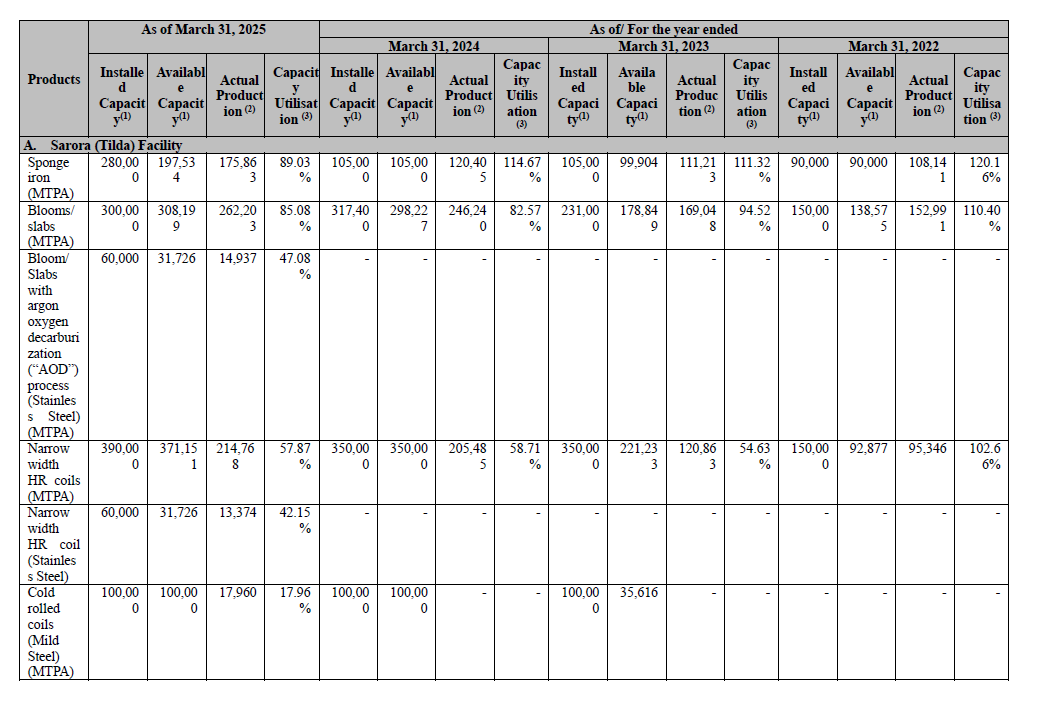
Plants and Capacity Build (31 Mar 2025):
-
Sarora (Tilda) Facility: (1,540,000 MTPA) The company incurred a capital expenditure of ₹910.83 million, ₹1,594.67 million, ₹557.82 million and ₹581.83 million in the nine-month period ended December 31, 2024 and in Fiscals 2024, 2023 and 2022 for the expansion of installed capacity in our Sarora (Tilda) Facility.
-
Kuthrel Facility: 158,000 MTPA
The total capital expenditure incurred as of December 31, 2024 in relation to Kuthrel Facility was ₹1,508.71 million
-
Kesda Facility: Capex for the proposed manufacturing facility in Kesda was ₹204.21 million. The company intends to commission a greenfield manufacturing facility in Village - Kesda, District Baloda Bazar Bhatapara, Chhattisgarh- Public hearing on June 16 2025 for EC.
The hot rolled (“HR”) mill with an installed capacity of approximately 1.20 MMTPA for this facility has also been procured by the company and is in the process of being imported and approximately 395,378 square meters of land has been acquired by the subsidiary, Sambhv Tubes Private Limited. The company intends to add an installed capacity of approximately 1.20 MMTPA of finished product in three phases. Phase I is expected to be commissioned by Fiscal 2027.
Capacity Utilization:
Detailed Product Understanding:
-
Sponge Iron (Intermediate): Sponge iron is a refined form of iron ore with a metallic content ranging from 80% to 88%, produced through direct reduction process. The reduction is carried out in a rotary kiln, which is rotated at a specific speed at a temperature of around 800 to 1,100 degrees Celsius.
The basic raw materials for the production of sponge iron are iron ore, iron ore pellets, non-coking coal (bituminous) and dolomite. It is a substitute for scrap. Sponge iron is used for the manufacturing of crude steel (blooms/ slabs). The company consumes sponge iron by using it in the steel making process.
-
Blooms/ slabs ( Mild steel and stainless steel) (Intermediate and finished): Blooms are semi-finished steel products which typically have a square or rectangular cross-section. It is produced through a melting and casting process, where molten steel received from an induction furnace by melting of sponge iron, scrap and other ancillary minerals is poured into a mould and cast in the form of blooms/slabs of required cross section and length.
For manufacturing stainless steel blooms/slabs, the melting process has an additional step called argon oxygen decarburization, or AOD process. Further, the company uses ladle refining furnaces (LRF) for producing special grade (alloy) steel such as corten steel. Blooms can be rolled into multiple long and flat finished products. The company uses the majority of the inhouse blooms/ slabs for manufacturing narrow-width HR coils and sell some of the blooms/ slabs to other steel product manufacturers.
-
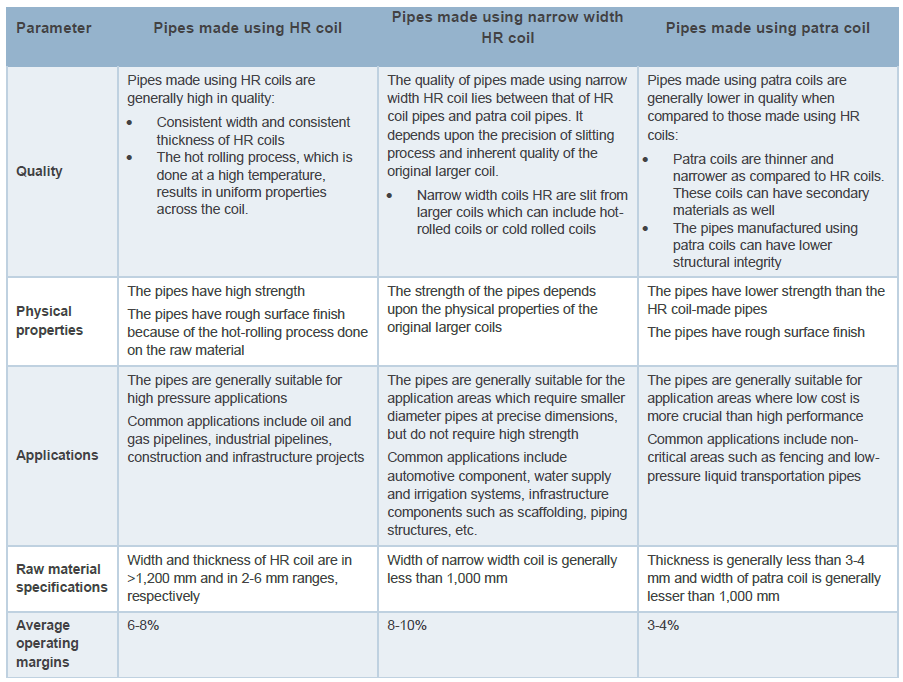
Narrow-width HR coil (mild steel and stainless steel) (Intermediate and finished): HR coil manufacturing process primarily involves deforming the blooms/slabs at high temperature and roll pressure. The material runs through a series of rolls with pre-determined roll gaps, pressure and speeds to achieve its finished dimensions while being at high temperatures. The HAGC technology of hot rolling mill controls the thickness and surface quality of the HR coil with high precision.
They’ve AGC System which allows to control strip thickness, can gauge thickness tolerance of around 0.05 mm which is at par with the best industry standards.
Now this is where the company boasts its expertise where not a lot of players in India have succeded. Adding a differentiation between Pipes manufactured by HR Coil vs by Narrow-Width HR Coil and Patra Players (Source: Crisil).
-
ERW black pipes and tubes (Finished): ERW black pipes and tubes are manufactured by rolling HR coils and then welding it longitudinally across its length through an electric resistance process. ERW black pipes have a welded joint in their cross-section that ensures a seamless bond. We sell ERW black pipes and tubes primarily to distributors. The company also, through our distributors, sell ERW black pipes to certain OEMs, governmental entities and projects, infrastructure companies, telecommunication tower manufacturers, and agricultural equipment manufacturers.
The ERW pipes and tubes are available in thickness ranging from 1.00 mm to 5.00 mm with the following configuration
- square section ranging from 15.00 mm x 15.00 mm to 113.00 mm x 113.00 mm;
- Rectangular section ranging from 40.00 mm x 20.00 mm to 145.00 mm x 82.00 mm and
- Round pipes ranging from 15 nominal bore (“NB”) to 125 NB.
- Additionally, they also produce large diameter pipes from wider coils which can range up to 6.00 mm in terms of thickness and are available in the following configuration (i) square section up to 150.00 mm x 150.00 mm; (ii) rectangular section up to 200.00 mm x 100.00 mm and (iii) round pipes up to 150 NB.
-
GI pipes (Finished): GI pipes are manufactured by coating a protective layer of zinc on ERW black pipes and tubes through a hot dipping process. It strengthens the metal, protects it from corrosion, and increases its life expectancy. They sell GI pipes and tubes primarily to the distributors and directly to various consumers, which include certain government projects. GI pipes are used as an essential product for hot and cold water supply systems, irrigation systems, plumbing systems, among other things, due to their corrosion-resistant properties.
-
Steel door frames (Finished): Single or double door steel frames are manufactured by rolling HR coils and further welding it longitudinally across its length through an electric resistance process. They sell steel door frames primarily to our distributors. Steel door frames are used in affordable housing projects, villages and forest areas due to their termite proof and eco friendly properties.
-
CR Coils (MS) (Intermediate): Single or double door steel frames are manufactured by rolling HR coils and further welding it longitudinally across its length through an electric resistance process. The company sells steel door frames primarily to their distributors. Steel door frames are used in affordable housing projects, villages and forest areas due to their termite proof and eco friendly properties.
-
GP coils (Intermediate and finished): GP coils are made by coating CR coils with a layer of zinc through electroplating. They use the majority of the in-house GP coils to manufacture GP pipes and also sell to industries such as pre-fabricated buildings, purlin, cable trays.
-
Stainless Steel HRAP coils (Intermediate and finished): SS HRAP coils are annealed and pickled HR coils in continuous annealing-pickling lines. They have a cleaner surface and improved mechanical properties for downstream processing. They use the majority of the SS HRAP coil production for production of SS CR coils and it can also be sold in the market.
-
Stainless Steel CR coils (Finished): Stainless Steel CR coils are HRAP coils that have been further processed through cold rolling. The company sells the majority of their SS CR coil production in the market majorly to SS pipe manufacturers, utensil makers etc.
-
CRFH pipes ( Finished ): CRFH pipes are manufactured by rolling CR coils and further welding it longitudinally across its length through an electric resistance process. CRFH pipes are generally used in industries such as the furniture industry.
-
GP pipes (Finished) : GP pipes are manufactured by rolling galvanised (GP) coils and further welding it longitudinally across its length through an electric resistance process. GP pipes are generally used for telecommunications, infrastructure, construction, fire fighting systems, irrigation systems, solar module mounting structure, fencing and handrails and in industrial and manufacturing applications. Due to its corrosion resistant properties, they are also widely used in the coastal regions for construction and fabrication in place of ERW black pipes and tubes.
Supply Chain:
-
Raw Material Sourcing: The company sources the major requirements of iron ore primarily from a “Navratna” public sector undertaking (“Navratna PSU”), iron ore pellets from Godawari Power and Ispat Limited, Sarda Energy and Minerals Limited and Shyam Metalics and Energy Limited, major requirements of coal from one of the major subsidiaries of a “Maharatna” PSU, Adani Enterprises Limited, Agarwal Coal Corporation Private Limited and Mahendra Strips Private Limited, major requirements of sponge iron from Phil Steel and Power Private Limited and Shree Nakoda Ispat Limited and major requirements of mild steel scrap from Bajrang Traders (Sole proprietorship).
-
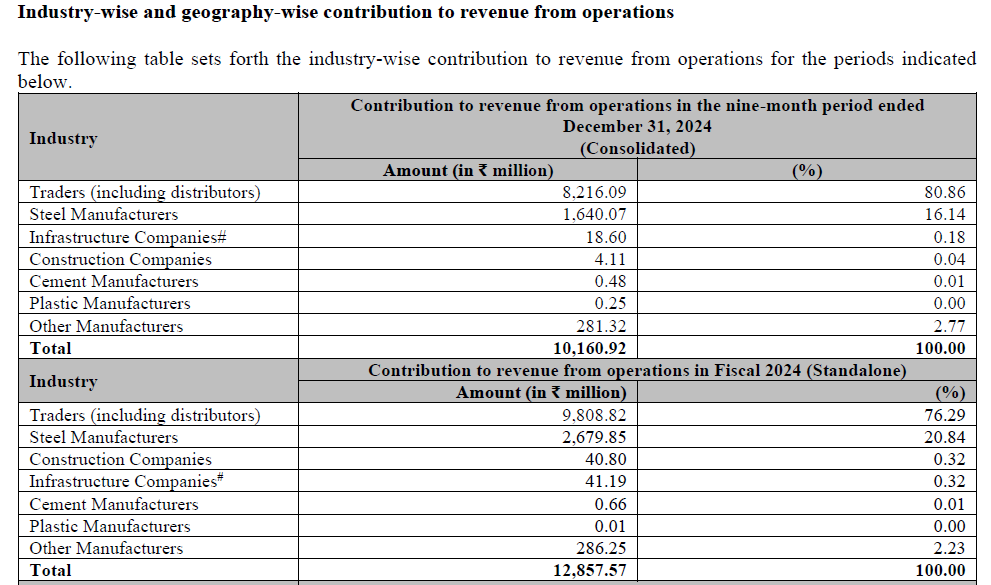
Distributor Network (Key Channel): The company moved to the distributor model in Fiscal 2023 and prior to that period, sold products to only direct customers. Company derived almost 64% of revenues in 9MFY25 from distributors. They plan to increase the distributor network in the coastal States and also certain other States/Union Territories such as Kerala, Tamil Nadu, Andhra Pradesh, Telangana, Karnataka, Goa and Delhi, where they currently have limited or no presence.
As of December 31, 2024, the company has 37 distinct distributors with two distributors distributing through six branches in 15 states and one union territory taking the total distributor network to 43. These distributors in turn distribute the company’s finished products through its 700 dealers in India as of December 31, 2024. Top 5 and Top 10 distributors accounted for 34.79% and 52.1% revenue from operations in 9M FY25 vs 28.73% and 46.29% in FY24.
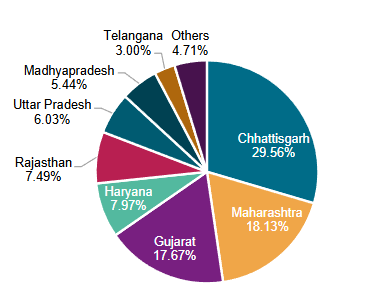
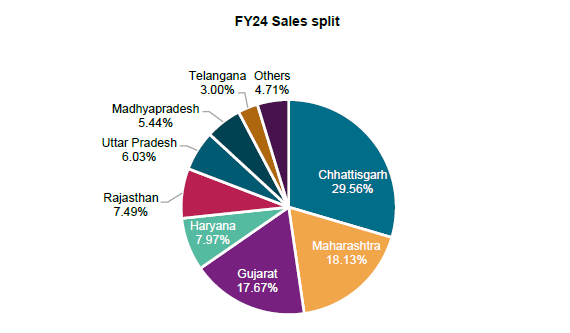
- Regions: At present, the company is supplying its products to over 15 states and one union territory with more than 60% of the sale volume coming from just 3 states, namely Chhattisgarh, Maharashtra, and Gujarat.
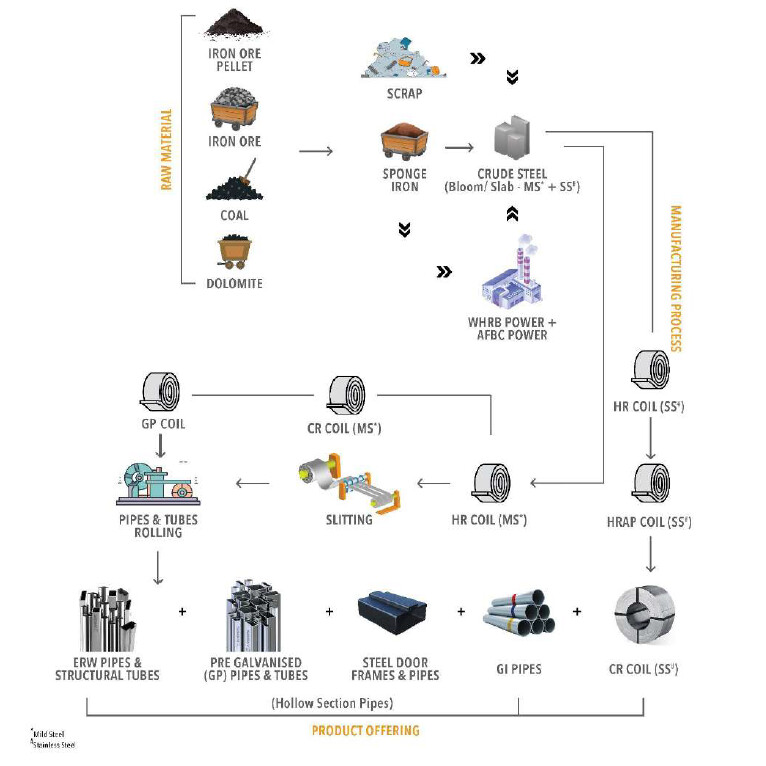
Let’s dive into various manufacturing processes involved in the chain and a glance on raw materials chain (A lot of technical processes mentioned- A brief idea about the process is added in the first paragraph for quick read, remaining paragraphs can be skipped and you should be alright)
-
Understanding Iron Ore to ERW Pipes: Raw materials such as coal, iron ore and iron ore pellets are used to manufacture sponge iron in-house. They were taking some Sponge iron also from outside which now with expanded capacity should be fulfilled by in house production only. The company manufactured 269 Crores worth of Sponge Iron inhouse and procured 193 Crores worth of sponge iron from outside in 9MFY25.
The company’s production process is highly backward integrated as it starts with the production of sponge iron at its facilities through the direct reduced iron (DRI) process. The key raw materials utilized in the DRI process include iron ore and coal, which are sourced by the company from the nearby coal and iron ore mines.
The company then produces steel blooms/slabs which are hot rolled to form hot rolled coils. The production process of crude steel is highly energy efficient as waste heat recovery boiler (WHRB) and atmospheric fluidized bed combustion (AFBC) methods are used to power the steel melting operations. The hot rolled coil is then slitted into strips, which are joined together through an electric resistance welding (ERW) process to form ERW pipes. GP Coils are captively consumed to produce pre-galvanized pipes.
-
Stainless Steel Segment: Another segment for the company is stainless steel, wherein the company started the production of stainless steel HRAP and CR coils in fiscal 2025. In particular, the company is manufacturing SS Blooms/Slabs through argon oxygen decarburization (AOD) which is then captively consumed to produce HR coils and further as a value addition to it, the company manufactures stainless steel HRAP and stainless-steel CR Coils. HRAP SS are captively consumed to produce cold rolled (stainless steel).
-
Manufacture of Stainless Steel through argon oxygen decarburization (“AOD”) process: In this process, scrap or virgin raw materials(Stainless steel scrap (recycled SS, 304/316 grades, etc.), Ferro Alloys, Sponge Iron, Fluxes (lime, fluorspar) etc ) are melted in an induction furnace. and subsequently decarburized and refined in a special AOD vessel.
Controlled injection of oxygen mixed with argon or nitrogen decarburized the molten metal with a minimum of unwanted metallic oxidation. De-oxidation, desulfurization (in the case of low alloy steels, dephosphorization), and recovery of desirable metals from the slag are carried out in the AOD vessel. Oxygen + Argon (or Nitrogen) are blown into the molten metal through submerged tuyeres.
This causes decarburization :C+O2 →CO gas. Argon/nitrogen controls oxidation , preventing valuable metals (like Cr, Ni) from oxidizing away. Degassing, homogenization, and inclusion flotation proceed continuously throughout all stages of the process to produce a clean and uniform product. The company is among a limited number of manufacturers in India manufacturing SS blooms/slabs through the AOD process, which is a cost-effective process. After refining, the stainless steel is cast into blooms/slabs using continuous or ingot casting. This process consumes lower raw material and gives higher metallic yields than the other equivalent processes. Thus, better quality of product at a low cost and a minimum raw material consumption provides a degree of competitiveness edge to the Company.
-
Manufacture of alloy steel through ladle refining process: A ladle refining furnace is used to raise the temperature and adjust the chemical composition of molten steel by conducting operations such as de-oxidation, desulphurization, dephosphorization, controlled additions of alloying elements and inclusion modification on molten steel. This process allows the company to manufacture quality steel products (alloy steel) through an induction furnace route.
-
WHRB based power plant: A WHRB power plant generates power using flue gases generated from DRI kilns. Use of this process for power generation results in energy conservation as no fuel is involved.
-
AFBC based power plant: The AFBC boiler installed by the company is suitable for combustion of relatively low quality fuel (such as Dolochar) which is generated as a by-product during the sponge iron manufacturing process. This results in the reduction of the waste the company generates and a relatively cost-effective method for power generation.
In the nine-month period ended December 31, 2024 and in Fiscal 2024, up to 45.34% and 43.70% of the total power requirement for the Sarora (Tilda) Facility was met through a captive power plant.
Sambhv’s Key Strengths:
-
Amongst the listed players, Sambhv steel is the only integrated player with an efficient backward integration, as it has the captive availability of sponge iron which is used to produce slabs/blooms which are then processed to form coils/sheets and to make value added products such as GI pipes, GP pipes and steel door frames.
In particular, the company uses the sheets to form welded pipes and tubes and further does the value-addition to make galvanized (GI/GP) pipes. As a result, the company has a wide product portfolio with the products ranging from sponge iron to mild steel and stainless-steel blooms/slabs, hot rolled coils, and pipes and tubes, along with the value-added products such as GI pipes, GP pipes and steel door frames. This wide product portfolio along with the complete integration gives the company an added advantage in the highly competitive domestic steel products industry.
Backward integration helps the company in achieving operational efficiency, reducing product costs, controlling supply of raw materials, and monitoring quality of the products, thus giving it a competitive advantage. The company has an integrated Hydraulic Automatic Gauge Control (HAGC) system controlling coil thickness which can gauge thickness tolerance of around 0.05 mm which is at par with the best industry standards ensuring high quality output.
-
Strategic Location: The company’s plants are strategically located in Raipur, which has an easy availability of heavy vehicles and is considered as the logistics and consumption hub. Further, owing to the location of its facilities in the mineral-rich state of Chhattisgarh, the company has access to the best quality coal and iron ore.
-
Stainless Steel (Not a lot of Indian companies have had success in high quality SS): Sambhv Steel is amongst a very limited number of players in India, manufacturing stainless steel coils with backward integration and currently have the capability of manufacturing stainless steel blooms/slabs which are captively consumed to produce HR coil,hot rolled annealed pickled (“HRAP”) coil and CR coil. The SS coils can fetch Sambhv an estimated EBITDA of 13-15k Rs per tonne which shall gradually increase as they introduce higher variants.
-
Technical Expertise and Process Innovation: The induction furnaces convert steel scrap and sponge iron into liquid steel by induction heating. This liquid metal is further processed into blooms/slabs, narrow width HR coils and other products. As compared to production of HR coils by way of a blast furnace, a method generally adopted by primary HR coil manufacturers,
Sambhv Steel’s narrow-width HR coil manufacturing capabilities, which are at par with those of primary manufacturers of HR coils, leads to reduced capital expenditure and costs during its pipe manufacturing process and reduces dependency on external HR coil suppliers. The company uses sponge iron or DRI as a feed in induction furnaces and as a substitute for steel scrap because high-quality scrap is costly and scarcely available. It has recently supplied corten steel pipes, a type of alloy steel pipe, which resists the corrosive effects of rain, snow, ice, fog, and other meteorological conditions by forming a coating of dark brown oxidation over the metal, which inhibits deeper penetration and negates the need for painting and costly rust-prevention maintenance over the years.
Corten Steel pipe is used primarily in container manufacturing which is used in marine transport. The company has also diversified into manufacture of single as well as double door frames, which are gaining market share over traditional door frames and are increasingly used in affordable housing projects, villages and forest areas due to their termite proof and eco friendly properties.
Financial Overview:
- Contingent Liabilities and Commitments: 31 Crores commitment to Associate. 11 Crores export obligation to be fulfilled.
- Advances given to Sambhv Tubes pvt ltd worth 29.6 Crores.
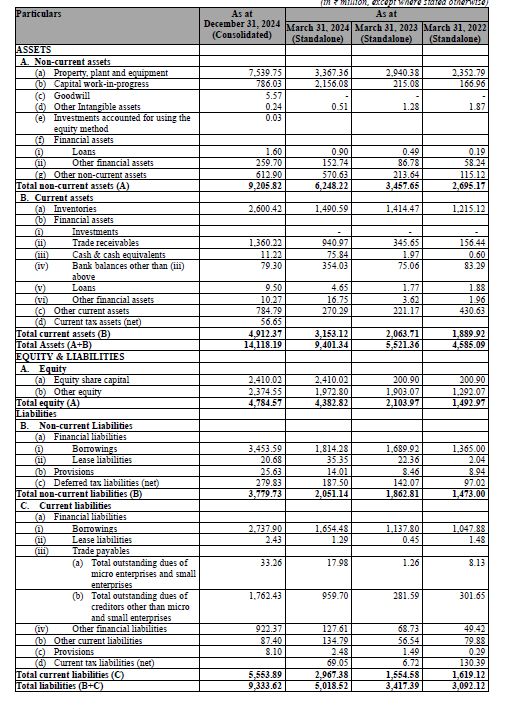
- Borrowings: As of April 30, 2025, our Company’s total borrowings were ₹5,545.85 million.
- Revenue Split(9M FY25): ERW black pipes and tubes (hollow section)- 781 Crores, Blooms/Slabs- 130 Crores, GI pipes- 9.7 Crores, HR Coil- 5 Crores and Others- 86.7 Crores.
-
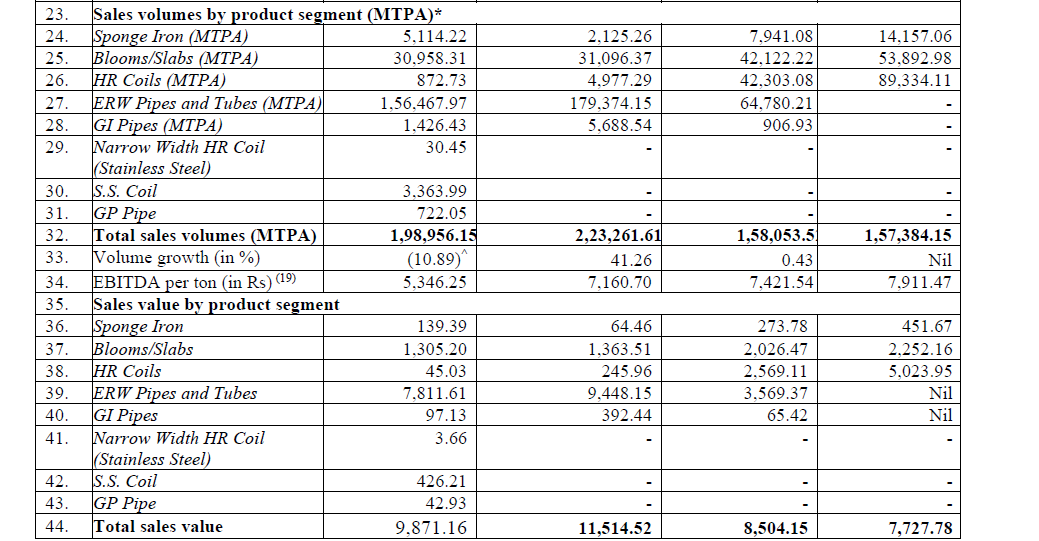
EBITDA per tonne stood at Rs 5346, 7160, 7421, and 7911 for 9MFY25, FY24, FY23 and FY22 respectively. This could go back to 7-8k+ per tonne in few quarters on back of improved market conditions as showcased by almost all steel pipe manufacturers in last quarter coupled with the higher EBITDA per tonne Stainless Steel in future. (APL guidance stands at 5k+ EBITDA per tonne for FY26)
-
Trade Receivables at 136 Crores for 9M FY25. Receivable days, Inventory days, Trade payable and WC Days at 37, 70, 49, and 58 for 9M FY25 and 27, 42, 28 and 41 days for FY24.
-
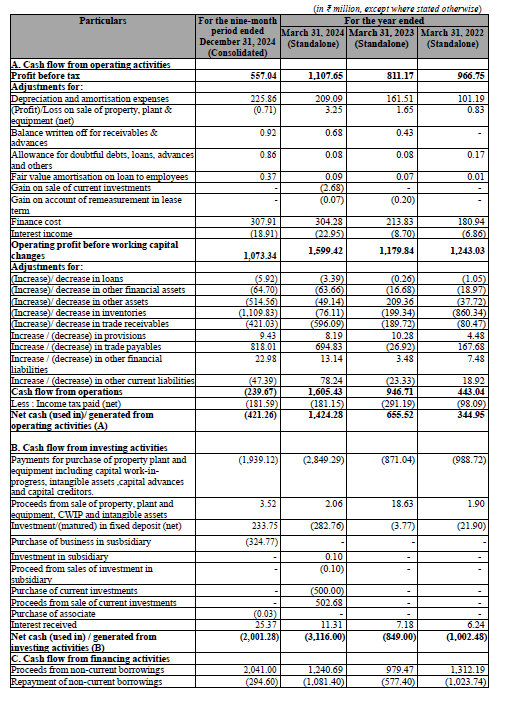
Cash Flow from Operations stood at negative 42 Crores vs 142 Crores, 65 Crores, and 24 Crores in 9M Fy25, FY24, FY23 and FY22 respectively.
Balance Sheet:
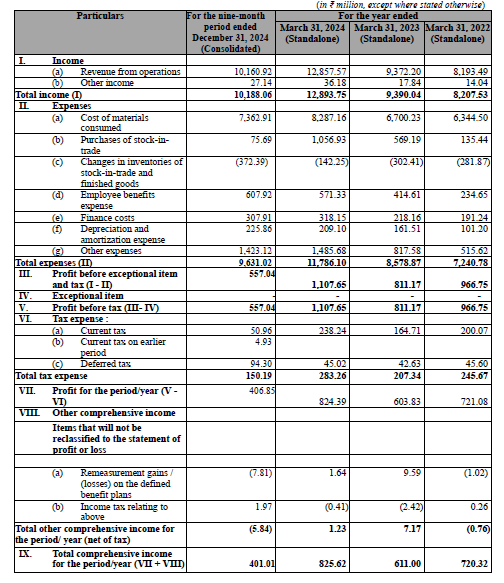
Income Statement:
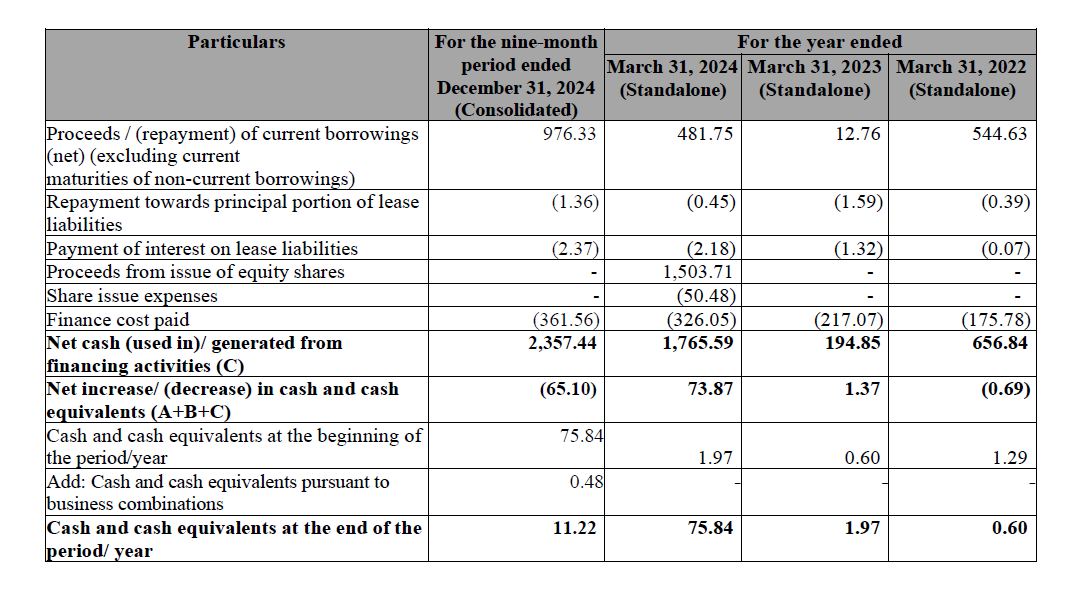
Cash Flow Statement:
Contd.
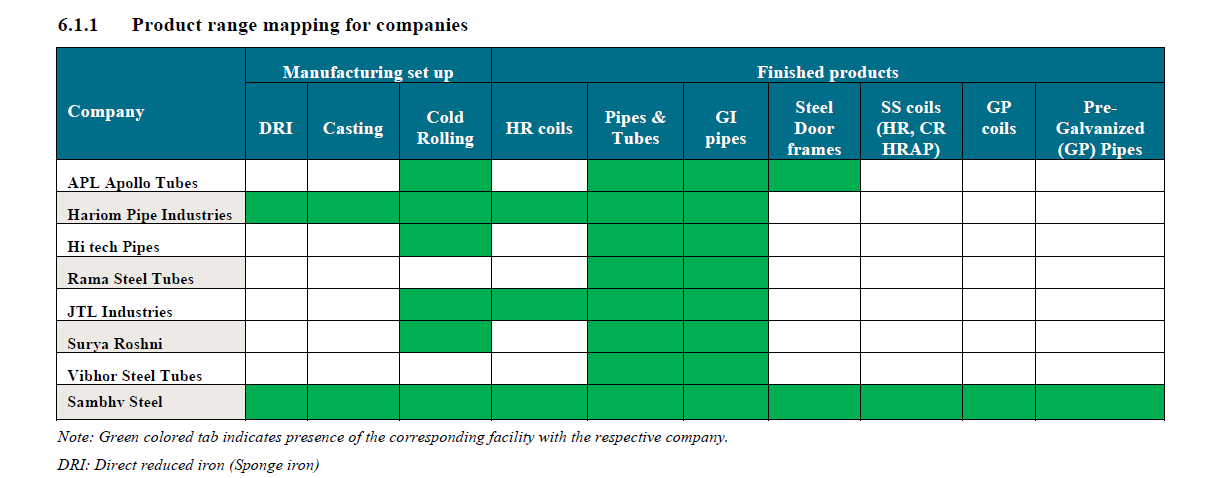
P2P Comparision: I will post a comprehensive comparison between the players in the segment in follow up threads soon. For now, the CRISIL P2P data paints a pretty good picture as to why Sambhv isn’t really another Steel Pipe manufacturer. To a large extent, Hariom would be directly comparable peer.
Risk Factors:
- The company will require substantial working capital requirements and may require additional financing to meet those requirements.
- Cyclicality in Steel sector from raw material fluctuations to cyclical end products demand, including fall in HRC prices may reduce the gap between realization of Narrow Width HR based Pipes vs HR Coil.
- The OCF is negative for 9M FY25 which I believe should turn positive given the poor steel pipes sector performance during the period due to fall in steel prices.
- Valuations seems stretched for 9MFY25 numbers.
My View: The company is unique and extremely interesting, from processes involved in the manufacturing plant(Narrow width HR Coil and SS Coil) to scaling up in such a competitive steel pipes segment where aggressive biggies like APL Apollo, Surya Roshni, JTL Industries (Strong cash intake from markets), and Hariom Pipes (with their credit sales  ) compete big time. The EBITDA margins are impressive backed by the backward integration and I expect FY26 to be far superior than FY25 for all the steel pipes players (FY25 saw a lot of struggle with even biggies like APL Apollo feeling the heat).
) compete big time. The EBITDA margins are impressive backed by the backward integration and I expect FY26 to be far superior than FY25 for all the steel pipes players (FY25 saw a lot of struggle with even biggies like APL Apollo feeling the heat).
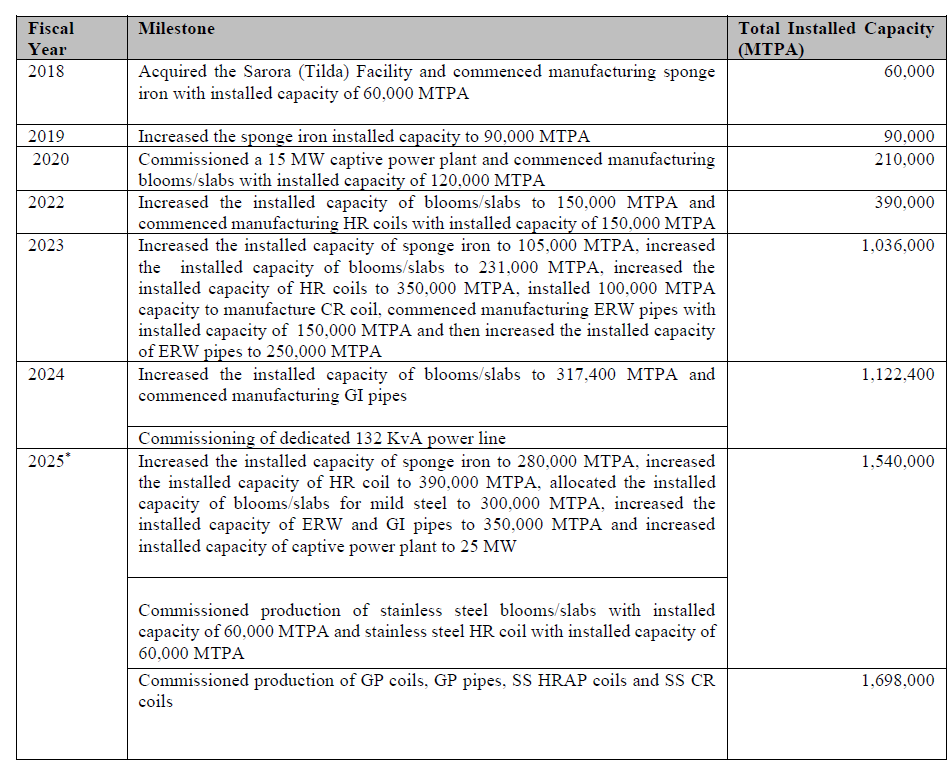
At last, would like to share their journey since 2018. Each year progressively added capacity and are able to successfully create a visible name for their products across markets.
Disc: Invested since pre IPO and added in last two days. Please do your own DD.